

Линия по производству раствора для перитонеального диализа (ПАПД)




НашЛиния по производству раствора для перитонеального диализаКомпактная конструкция, занимающая мало места. Различные данные, такие как температура, время, давление, для сварки, печати, наполнения, CIP и SIP, можно настраивать и сохранять, а также распечатывать при необходимости. Главный привод, объединённый с серводвигателем и синхронным ремнём, обеспечивает точное позиционирование. Современный массовый расходомер обеспечивает точность наполнения, а объём легко регулируется через интерфейс «человек-машина».
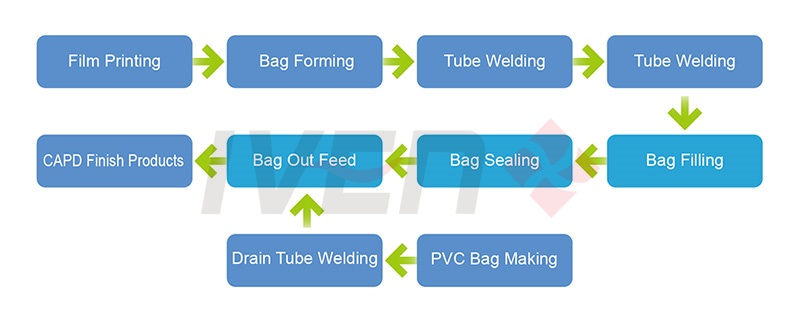
Для печати на пакетах с раствором CAPD, формирования, наполнения и запечатывания, сварки труб, машины для изготовления пакетов из ПВХ.

Периферийная сварка с двойной открытой структурой пресс-формы и флуктуационной пресс-формой оснащена охлаждающей плитой, что позволяет поддерживать одинаковую температуру пресс-формы и гарантировать, что оборудование в процессе формования и остановки не будет запекать горячий мембранный материал; улучшено качество продукции.
Нагревательная трубка и термопара в нагревательной пластине из алюминиевого сплава обеспечивают равномерный нагрев и теплопередачу, точный контроль температуры, снижение теплопотерь, отсутствие несоответствий между фактической и отображаемой температурой, что обеспечивает качественную сварку.
100% использование пленки, отсутствие отходов между пакетами и группами.
Формовочная форма специально разработана. Последний сформированный пакет первой группы будет обрезан вместе с первым сформированным пакетом второй группы. Это удобно для протягивания пленки при растяжении пакетов. Только одна система может гарантировать синхронность растяжения пленки и пакета (гарантируется одинаковая длина натяжения пленки для каждой группы, а именно отсутствие обрезков между группами (у отечественных производителей обрезки между группами существуют).
При замене пресс-формы для различных спецификаций продукции достаточно заменить только верхнюю пресс-форму, нижняя пресс-форма является регулируемой, что значительно сокращает время на отладку. Пресс-форма изготовлена из специальных материалов и по особой технологии, разработанной производителем пресс-форм, что гарантирует качество и срок службы в 100 миллионов пакетов.
Учитывая особенности свариваемого пластика, холодную сварку следует применять сразу после двух высокотемпературных сварных соединений. Это обеспечит прочность свариваемого пластика и привлекательный внешний вид. Поэтому для второго сварного соединения требуется холодная сварка. Температура сварки должна соответствовать температуре охлаждающей воды (15–25 °C). Время и давление сварки можно регулировать.
Благодаря запатентованной конструкции станция удаления обрезков кромки отличается простотой и надежностью, обеспечивая высокую проходимость до 99% и более. Верхний и нижний направляющие стержни зажимают отработанную пленку после формирования пакета и разрывают ее направляющим цилиндром, завершая формирование пакета. Треугольные обрезки кромки собираются специальным устройством. Автоматическая станция удаления обрезков кромки не только снижает негативное воздействие искусственного разрыва, но и обеспечивает красивую форму пакета.
Примените массовый расходомер E+H для измерения и систему наполнения под высоким давлением.
Частотно-регулируемый насос регулирует давление, для соединения трубопровода используется медицинская силиконовая трубка, устойчивая к высокому давлению, простота обслуживания, отсутствие мертвых зон при очистке.
Высокая точность наполнения, отсутствие мешка и отсутствие квалифицированного мешка, отсутствие наполнения.
В наполнительных головках применяется запатентованная технология гладкой поверхностной герметизации, которая исключает контакт со стенками портов, а значит, и трение, приводящее к образованию частиц; также предотвращается перелив раствора, возникающий из-за изменения размера портов и нарушения их герметичности при использовании наполнительных головок.
В установке используется передовой ПЛК-контроллер и интегрированный метод управления клапанами, что обеспечивает простоту схемы, быстрое реагирование, безопасную и надежную работу. Наполнительная часть и уплотнительная часть объединены в один узел, для чего требуется только одна электрическая система управления и один блок управления с интерфейсом «человек-машина». Это позволяет сократить количество операторов до одного, что исключает такие недостатки, как несовместимость двух операторов, и повышает безопасность и надежность оборудования.
Сенсорный дисплей обеспечивает точную регулировку температуры. В частности, учитываются небольшие колебания момента запуска и остановки, допуск составляет ±1°C.
Печатная панель устанавливается на алюминиевой пластине с помощью болта-шпилечки из нержавеющей стали, что позволяет избежать ослабления резьбы отверстия на пластине после длительного использования.
Рулон плёнки позиционируется равномерно с четырёх сторон, обеспечивая натяжение и плавность хода. Левая и правая стороны рулона плёнки фиксируются регулируемой позиционирующей пластиной, что обеспечивает скорость и точность подачи.
Станция предварительного нагрева и станция термосварки оснащены подпружиненным игольчатым зондом для определения температуры пресс-формы, просты в установке и демонтаже, не подвержены поломке, допуск составляет ± 0,5 ℃.
Измените способ расположения уплотнений, чтобы защитить цилиндр, избегайте его длительного нагревания.
Профессиональная внешняя проводка, разделение проводов по разным классификациям, хороший внешний вид и удобное обслуживание.
Закрепите нижнюю форму, но сохраните охлаждающую пластину, чтобы защитить пленку при выключении машины.
Для термосварки применяется специальная форма, устанавливается охлаждающая пластина верхней формы с пружинным механизмом.
Добавьте систему автоматической подачи, чтобы решить проблему блокировки и застревания, а также снизить трудоемкость. Добавьте устройство очистки и рекуперации ионным потоком воздуха для повышения прозрачности продукта.



