

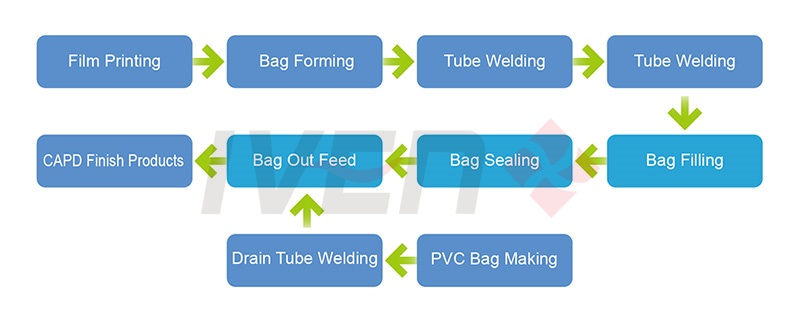
Линия по производству растворов для перитонеального диализа (CAPD).




НашЛиния по производству растворов для перитонеального диализаКомпактная конструкция, занимающая мало места. Различные данные, такие как температура, время, давление, могут быть скорректированы и сохранены для сварки, печати, розлива, CIP и SIP, а также распечатаны по мере необходимости. Главный привод, работающий в паре с серводвигателем и синхронным ремнем, обеспечивает точное позиционирование. Усовершенствованный расходомер обеспечивает точное наполнение, объем легко регулируется с помощью человеко-машинного интерфейса.
Оборудование для печати, формования, наполнения и запечатывания пакетов для растворов CAPD, сварки трубок, изготовления ПВХ-пакетов.

Периферийная сварка с двойной открытой конструкцией пресс-формы и флуктуационной пресс-формой, оснащенной охлаждающей пластиной, обеспечивает поддержание одинаковой температуры флуктуационной пресс-формы и гарантирует, что оборудование в процессе формования и во время остановок не перегреется, а мембранный материал не будет перегреваться; это повышает качество продукции.
Нагревательная трубка и термопара в алюминиевой пластине обеспечивают равномерный нагрев и теплопередачу, точный контроль температуры, снижение теплопотерь, отсутствие расхождений между фактической и отображаемой температурой, что гарантирует высокое качество сварки.
100% использование пленки, отсутствие отходов по краям между пакетами и группами.
Формовочная форма имеет специальную конструкцию. Последний сформированный пакет из предыдущей группы разрезается вместе с первым сформированным пакетом из последующей группы. Это обеспечивает плавное перемещение пленки при растягивании пакетов. Только одна система может гарантировать синхронное растягивание пленки и пакета (гарантируется одинаковая длина натяжения пленки в каждой группе, то есть отсутствуют излишки материала между группами — у отечественных производителей излишки материала между группами встречаются).
При замене пресс-форм для изделий разных спецификаций достаточно заменить только верхнюю пресс-форму, нижняя же является регулируемой универсальной пресс-формой, что значительно экономит время на отладку и замену. Формовочные пресс-формы изготавливаются из специальных материалов и по специальной технологии специализированными производителями, что гарантирует высокое качество и срок службы в 100 миллионов пакетов.
В соответствии со спецификой сварки пластмасс, после двух высокотемпературных сварных швов следует сразу же применять холодную сварку для придания формы. Это обеспечит прочность сварного шва и хороший внешний вид. Поэтому для вторых сварных швов необходима холодная сварка при температуре охлаждающей воды (15–25 °C), время и давление можно регулировать.
Благодаря запатентованной конструкции, станция для удаления отходов пленки проста и надежна, обеспечивая высокую эффективность — до 99% и выше. Верхний и нижний направляющие стержни зажимают отходы пленки после формирования пакета и разрывают их направляющим цилиндром, завершая процесс формирования пакета. Треугольные отходы собираются специальным устройством. Автоматическая станция для удаления отходов пленки не только снижает негативные последствия искусственного разрыва, но и обеспечивает правильную форму пакета.
Внедрить систему измерения массового расхода E + H и систему заправки под высоким давлением.
Насос с частотным регулированием контролирует давление, для соединения трубопроводов используются медицинские силиконовые трубки, устойчивые к высокому давлению, что обеспечивает простоту обслуживания и отсутствие застойных зон для очистки.
Высокая точность наполнения: нет мешка, нет качественного мешка — нет наполнения.
В заправочных головках используется запатентованная технология гладкой поверхности с герметичным уплотнением, исключающая контакт с межстеночными отверстиями, что предотвращает трение и образование частиц; это также предотвращает перелив раствора, вызванный изменением размера отверстий, из-за чего отверстия могут оказаться негерметичными при заправке.
В нем используется передовое ПЛК-управление и интегрированный метод управления клапанами, простая схема, быстрая реакция на действия оператора, безопасная и надежная работа. Заправочная часть интегрирована с уплотнительной частью в единый блок, требуется только одна система электрического управления и один интерфейс взаимодействия оператора и машины; это позволяет сократить количество операторов, избежать таких недостатков, как несовместимость между двумя операторами, и повысить безопасность и надежность оборудования.
Сенсорный дисплей обеспечивает точное управление всеми параметрами температуры. Особенно хорошо устройство справляется с небольшими колебаниями температуры при включении и выключении, допуск составляет ±1℃.
Печатная панель крепится к алюминиевой пластине с помощью болтов из нержавеющей стали, что предотвращает ослабление резьбы в отверстии после длительного использования.
Рулон пленки позиционируется за счет равномерного натяжения с 4 сторон, что обеспечивает натяжение пленки и плавную работу. Левая и правая стороны рулона пленки фиксируются регулируемой позиционирующей пластиной, что обеспечивает скорость и точность подачи.
В станциях предварительного нагрева и термосварки используется подпружиненный игольчатый датчик для определения температуры пресс-формы, что обеспечивает удобство установки и демонтажа, низкую вероятность поломки и допуск в пределах ± 0,5℃.
Измените способ установки уплотнения для защиты цилиндра и избегайте длительного нагрева на нем.
Профессиональная наружная проводка, разделение проводов по различным категориям, привлекательный внешний вид и удобство в обслуживании.
Закрепите нижнюю форму, но сохраните охлаждающую пластину, чтобы защитить пленку при выключении машины.
Для термосварки используется специальная пресс-форма, при этом в верхней части пресс-формы устанавливается охлаждающая пластина с пружинным механизмом.
Внедрение автоматической системы подачи позволяет решить проблему засорения и заклинивания, а также снизить трудозатраты. Добавление устройства для ионно-воздушной очистки и регенерации повышает прозрачность продукта.



